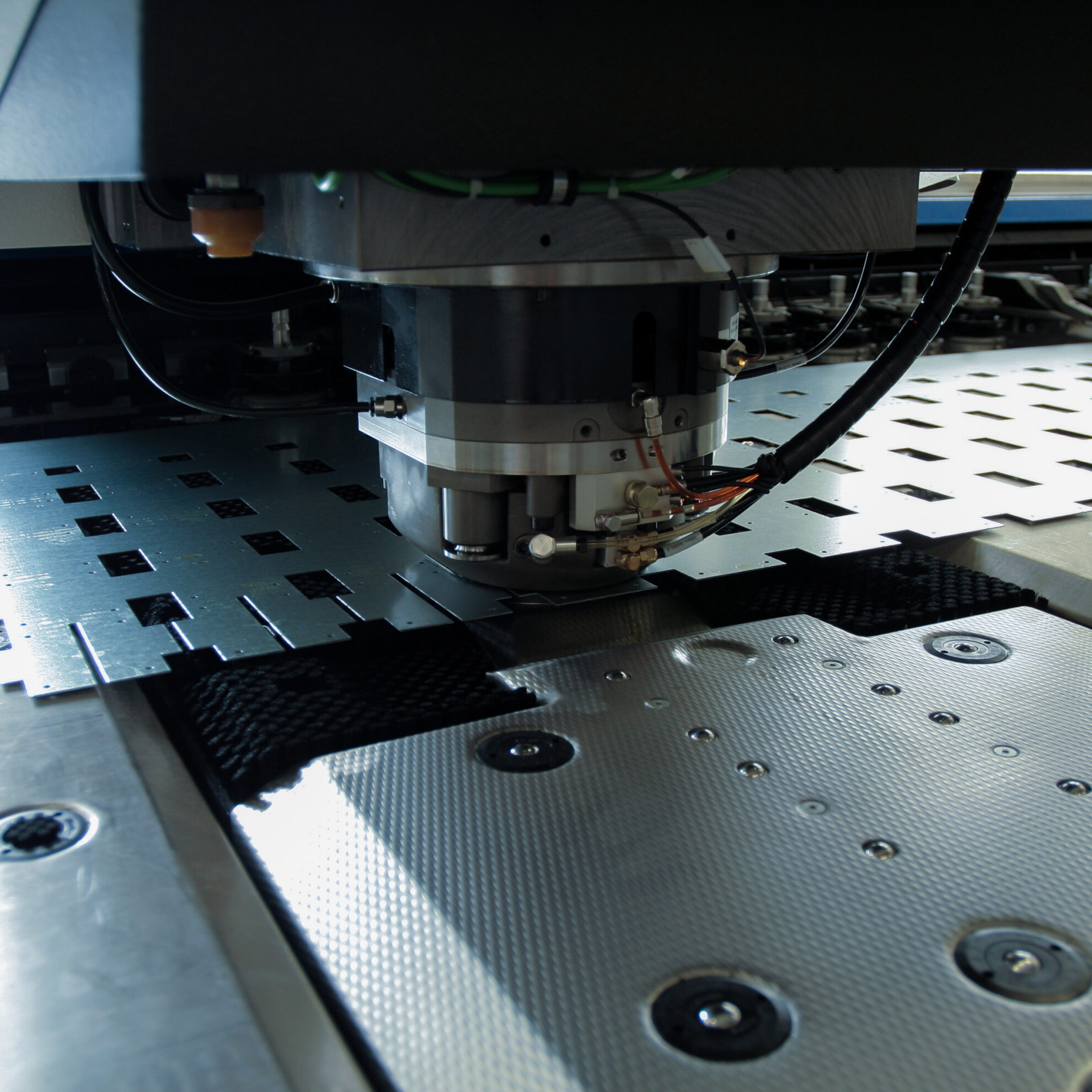
HGG CNC rullalusega torulõikeliin RBPC 660–2000
RBPC 660–2000 on kõrge tootlikkusega arvjuhtimisega rullalusega torulõikeliin. Masina standardvarustusse kuuluvad rattakomplektid ja põleti/materjali vahemaa-andurid, mis jälgivad toru käitumist pöörlemise käigus.
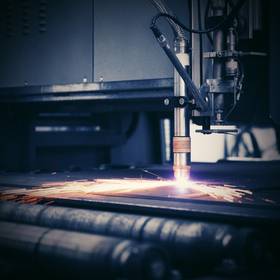
Pidev materjalivoog
Materjali laadimise järel puhverlauale, suunatakse erinevad materjali pikkused ükshaaval lõikealale, valmis osad suunatakse väljastuse puhverlauale edasiseks töötluseks.
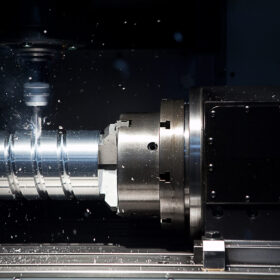
PerfectFitTM
Torude gaaslõikust on keeruline sooritada torudel, mis kalduvad olema ovaalsed, sageli keevisõmblustega. RBPC kasutab tandemrattaid, mis tasalülitavad suurema osa ebakorrapärasustest, andes tulemuseks ideaalse sobivuse, mis omakorda kärbib järsult sobitus- ja keevituskulusid.
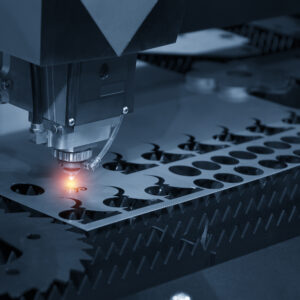
Ideaalsed lõikevormid
Ainulaadsed tarkvaraalgoritmid võimaldavad kompenseerida pöörleva toru kulgliikumist. Tulemuseks on lõike algus- ja lõpppunkti täpne kokkusobivus.
| RBPC 660 | 48 – 660 mm (2 – 26″) | 5 t |
| RBPC 1200 | 75 – 1225 mm (3 – 48″) | 18 t |
| RBPC 1500 | 100 – 1525 mm (4 – 60″) | 25 t |
| RBPC 2000 | 250 – 2035 mm (9 – 80″) | 30 t |